Пресс 250-600 характеристики, неисправности, ремонт и модернизация
Пресс 250-600 (1Э, 2Э, 4Э)
Гидравлический вулканизационный пресс 250-600 относится к оборудованию для производства РТИ. Предназначен для формования и вулканизации резинотехнических и асбестотехнических изделий.
Пресс 250-600 является прессом рамного типа, комплектация гидропривода установлена в доступных для обслуживания и настройки местах с правой и с левой стороны гидравлического цилиндра. Пресс комплектуется нагревательными плитами 600×600 мм индукционного или спирального типа, отличительной особенностью данного типа пресса является наличие в конструкции дифференциального гидравлического цилиндра в конструкцию которого входит силовой и вспомогательного цилиндры, данное конструктивное решение позволило существенно увеличить быстроходность данного цилиндра в рабочих режимах.
Характеристики пресса 250-600 (1Э, 2Э, 4Э)
|
Характеристики пресса |
250-600 1Э |
250-600 2Э |
250-600 4Э |
|
Номинальное усилие, тонны. |
Не более 250 |
||
|
Номинальное рабочее давление гидропривода, МПа |
Не более 32 |
||
|
Габаритные размеры нагревательных плит, мм |
600×600 |
||
|
Количество этажей пресса |
1 |
2 |
4 |
|
Источник нагрева плит пресса |
Электрический |
||
|
Высота окон для прессформ, мм. |
125 |
||
|
Число нагревательных плит в прессе |
5 |
||
|
Температура нагрева плит, оС |
До 250 |
||
|
Время в режиме вулканизации, минуты |
2-60 |
||
|
Время смыкания плит, секунды |
12 |
||
|
Время размыкания плит, секунды |
5-10 |
||
|
Время нагрева плит до 200 оС, минуты |
60 |
||
|
Гидроцилиндр ход плунжера максимальный, мм |
500 |
||
|
Диаметр плунжера, мм |
320 |
||
|
Вместимость гидробака, литры |
90 |
||
|
Масло гидравлической системы |
ИГП-30 |
||
|
Замена гидравлического масла в прессе, периодичность, месяцы |
12 |
||
|
Установленное безотказное время работы пресса, часы не менее |
2000 |
||
|
Установленная наработка на отказ, часы не менее |
3000 |
||
|
Средний ресурс капитального ремонта, часы не менее |
60000 |
||
Основными элементами пресса 250-600 являются
- Рама сварного типа
- насос зидропривода
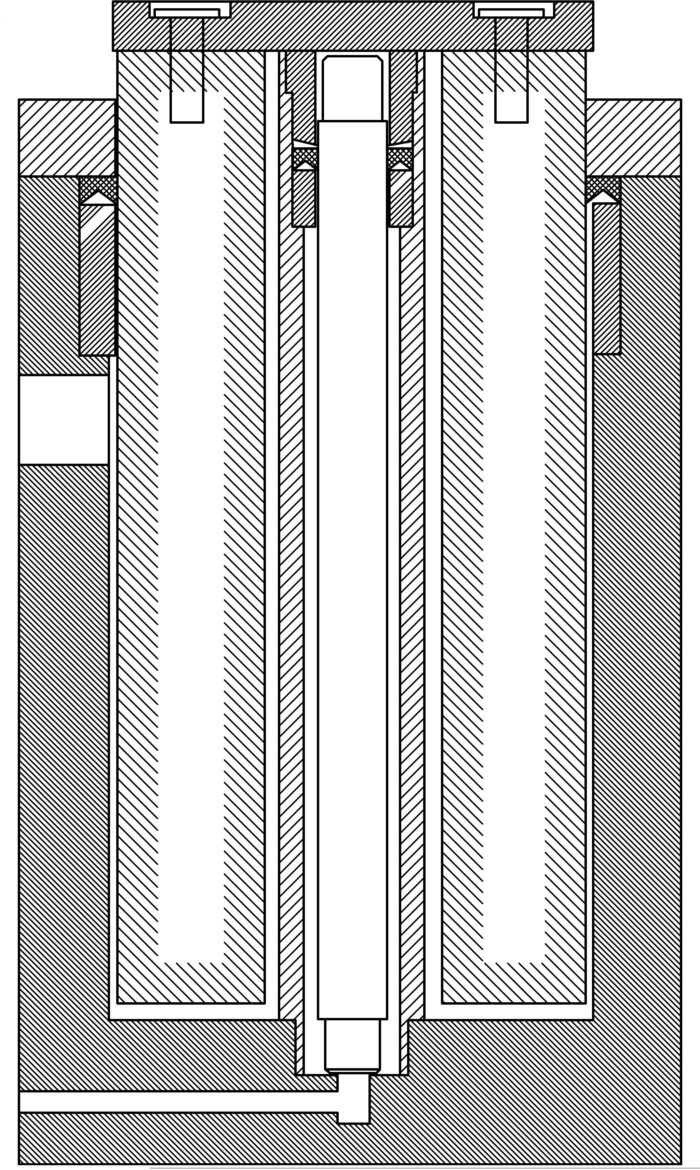
- Гидравлический цилиндр (схема 1)
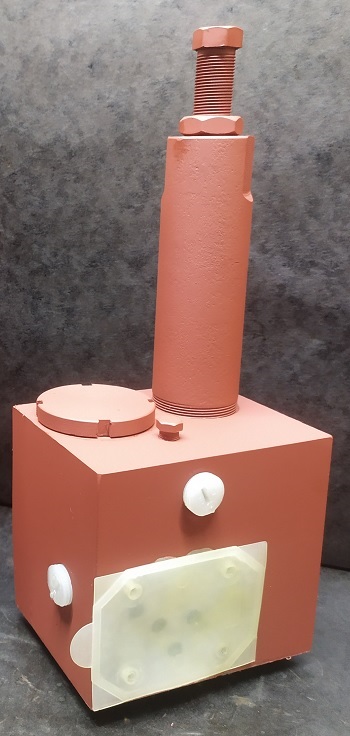
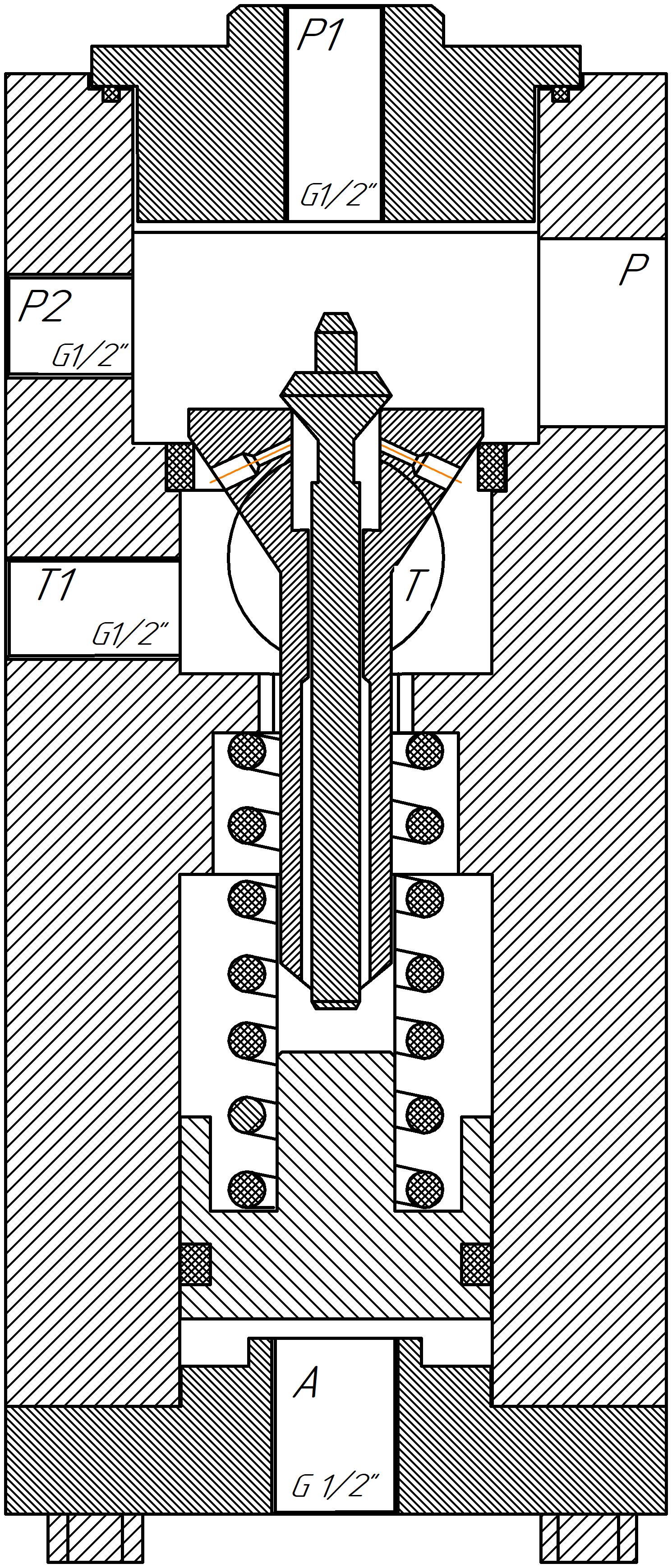
- Клапан наполнения пресса 250-600 (схема 2)
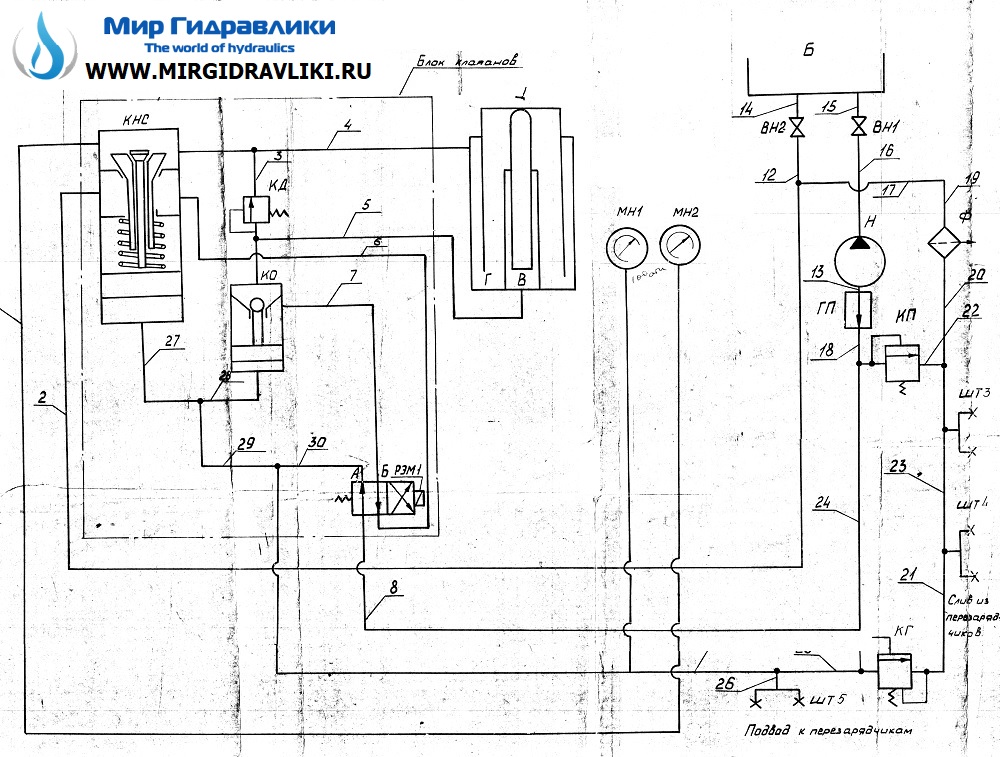
- Блок клапанов (схема 3)
Схема 1.
|
Схема 2. (фото)
 |
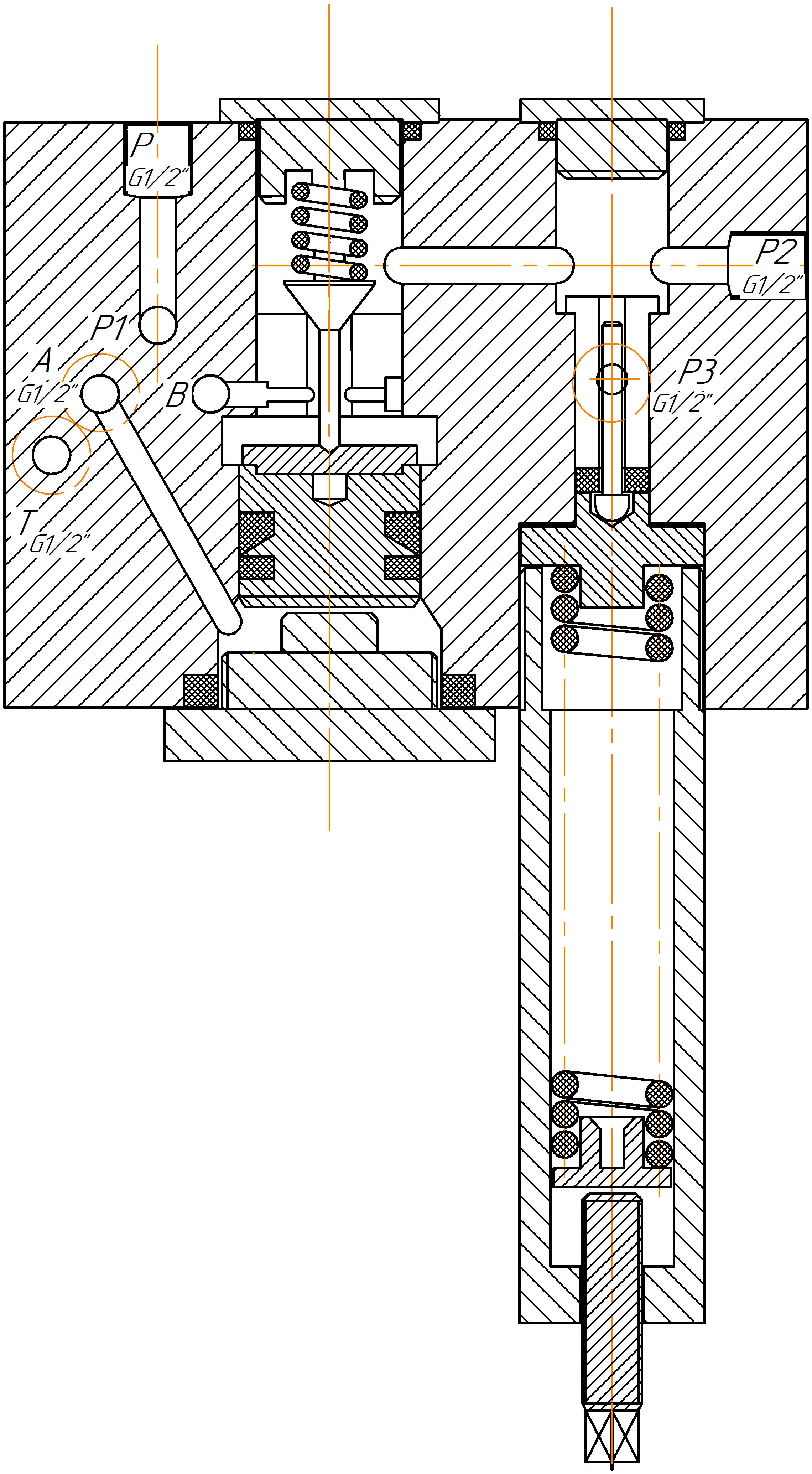 |
Схема 3. (фото)
 |
 |
Помимо всех плюсов в эксплуатации, скорость движения гидравлического цилиндра, компактность и т.д. Эксплуатирующие организации сталкиваются с необходимостью периодических ремонтов.
Неисправности пресса
Пресс 250-600 не набирает давление или неисправности пресса 250-600-2 (4)э
В данной статье рассмотрены часто встречающиеся неисправности пресса 250-600-4э, с которыми к инженерам нашей компании обращаются представители организаций занимающиеся производством РТИ, имеющие в своих производственных мощностях пресса производства Тамбовполимермаш 250-600-4Э (2Э) (усилием 250 тонн).
Ввиду того что в данной статье затронуто описание работы гидравлического оборудования разных модификаций пресса 250-600-4Э (2Э) в приложение к описанию вам предоставлены:
Чертеж цилиндра пресса 250-600-4э
Гидравлическая схема пресса 250-600-4Э ( с насосом 50НС6,3 Ухл4)
Гидравлическая схема пресса 250-600-4Э ( с насосом Н401У Ухл4)
Различия в модификациях прессов гидравлических 250-600-4э (2Э)
По типу применяемого гидравлического насоса существует две модификации
- С гидравлическим насосом 50НС6,3 Ухл4 и электродвигателем 4 КВт.
- С гидравлическим насосом Н401У Ухл4 и электродвигателем 7,5 КВт.
Разница между данными модификациями состоят в типах применяемых гидравлических насосов и принципе работы в соответствии с гидравлическими схемами.
Комплектация пресса 250-600-4Э
Конструктивно данные модификации прессов приблизительно одинаковые по комплектации и принципу работы, состоят из гидравлического насоса, предохранительного клапана гидравлической системы модификации с насосом Н401У применяется предохранительный клапан МКП 10 32 1 11 трубного монтажа, производства республики Армения, данный гидравлический клапан имеет ряд аналогов в следствии чего с заменой по причине выхода из строя сложностей не возникает , в модификации с насосом 50НС6,3 применяется предохранительный клапан модульного монтажа КПМ 6/3 В4, данный гидравлический клапан имеет ряд аналогов в следствии чего с заменой по причине выхода из строя сложностей не возникает, примером аналогов является клапан МКПВ 6/3м В3 производства Белоруссии, так-же существует ряд зарубежных аналогов данного клапана. Клапан разности давления используемый в данных прессах применяется для регулирования давления подвода к перезарядчикам и настройки давления открывания клапанов наполнения КНС и клапана КУ(рис.2) или КО (рис.3).
В гидравлической систему пресса используется гидравлический распределитель Ду=10- 574 схемы, в основном это гидрораспределитель ВЕ10 574А Г24 (или В110) вольт на гидравлических схемах (рис.2 и 3) видно последовательность его работы, управляющий сигнал поступающий на управление катушкой соленоида переключает распределитель из нулевого положения и объединяет подвод с основного потока к полости клапана КУ(рис.2) или КО (рис.3) которая под действием давления выдаваемого насосом открывается позволяя проходить рабочей жидкости к полости цилиндра быстрого хода и далее по схеме работы блока клапанов. При разгрузке пресса данный гидрораспределитель находясь в нейтральном состоянии пропускает рабочую жидкость для открывания клапана наполнения КНС и клапана КУ(рис.2) или КО (рис.3).
Главными элементами гидравлической системы пресса 250-600-4Э являются блок клапанов и клапан наполнения слива, и именно с ними связаны большинство неисправностей приводящих к отказу системы в следствии выработки седел, направляющих, сопрягаемых поверхностей. Существует несколько модификаций данных элементов различных по монтажу и сторонами подключения к гидравлической системе, в целом же конструктив всех типов реализует аналогичный функционал и для реализации гидравлической схемы может применяться любой вид данных клапанов вне зависимости от типа используемого гидравлического насоса.
Описание работы (после нажатия на кнопку пуск)
При нажатии кнопки пуск управления прессом поступает электрический сигнал на включение электродвигателя и соленоида гидравлического распределителя, при этом если гидравлика работает правильно, гидроцилиндр пресса начинает движение вверх. Скорость движения гидравлического цилиндра пресса 250-600 вверх до смыкания плит с установленными прессформами осуществляется за счет цилиндра быстрого хода, являющегося центральной частью главного цилиндра, в реализации данного функционала участвуют блок клапанов и клапан наполнения- слива, цилиндр быстрого хода подымает гидравлический цилиндр, во время этого движения происходит разряжение давления в раскрывающейся полости главного цилиндра, по мере его увеличения происходит открытие клапана наполнения который объединяет полость гидравлического цилиндра и ёмкость гидравлического бака расположенного выше для наполнения цилиндра, в момент остановки ускоренного движения вверх и смыкания прессформ подводной поток из гидравлического бака отсекается в следствии выравнивания давления происходит опускание запорного клапана в седло расположенное в корпусе клапана наполнения КНС, далее рабочая жидкость давлением свыше настройки пружины клапана КД 1 (рис.2) или КД (рис.3) начинает воздействовать высоким давлением на площади основного цилиндра и цилиндра быстрого хода, по параметрам установленным на манометре ЭКМ подаётся сигнал на отключение электродвигателя и питания управления соленоидом гидравлического распределителя. Происходит выдержка под давлением по параметрам установленным на реле времени (режим вулканизации), по завершению времени вулканизации реле подаёт сигнал на включение электродвигателя (разгрузка пресса) рабочая жидкость через распределитель воздействует на элементы открытия клапанов, происходит опускание главного цилиндра за счет собственного веса (возврат в исходное состояние).
Часто встречающиеся неисправности
Ускоренное движение вверх, если по какой то причине ускоренного движения не происходит, т.е. пресс 250-600 нет ускоренного хода.
Это может являться следствием потери производительности гидравлического насоса, повреждения или выработка на манжете цилиндра быстрого хода -позволяющим наполнять цилиндр быстрого хода и полость главного цилиндра одновременно, реже может являться следствием подклинивания главного цилиндра — при котором для движения главного цилиндра в верх требуется давление приближенное — равное или более настройки переключение клапана КД 1 (рис.2) или КД (рис.3), ускоренный ход так-же не происходит при неправильной настройке данных клапанов — ниже усилия поднятия веса главного цилиндра, для модификации с насосом 50НС6,3 может быть неисправен клапан КО (рис.2) позволяющий пропускать поток в канал наполнения полости главного цилиндра в обход клапана КД1.
Набор рабочего давления пресс 250-600-4Э
Если по какой то причине набор рабочего давления пресса 250-600-4Э не происходит !!!
После смыкания плит пресса 250-600-4Э и набора давления переключения клапана давления на набор рабочего давления в главном цилиндре (определяется визуально по манометру высокого давления ЭКМ) Отсутствие высокого давления является следствием потери герметичности в клапане наполнения слива, через который гидравлическое масло вместо полости главного цилиндра уходит обратно в гидравлический бак, причинами выхода из строя данного клапана может быть зависание расположенного в корпусе штока клапана в следствии попадания загрязнения. повреждения или выработки.
Рабочее давление набралось но... после выхода на режим вулканизации сбросилось.
Причинами сброса набранного рабочего давления является:
Потеря герметичности клапана КУ(рис.2) или КО (рис.3) который является гидравлическим замком встроенным в блок клапанов.
Отсутствие герметичности в седле запорного элемента клапана КНС.
Наличие повреждения манжеты главного гидравлического цилиндра, определяется визуально в следствии пропускания рабочей жидкости в области прижимного кольца на гидравлическом цилиндре.
Команда на разгрузку поступила но цилиндр не опускается
Данная неисправность возникает в гидравлических вулканизационных прессах 250-600 в следствии ряда возможных причин, неисправен клапан КД 2 (рис.2) или КГ (рис.3) или данный клапан настроен на давление менее необходимого для открытия запорных клапанов в клапанах КУ(рис.2) или КО (рис.3), и КНС, давление настройки данного клапана 50бар.
Так-же данная неисправность может быть причиной повреждения резиновых манжет (уплотнения) в клапане КНС и КУ(рис.2) или КО (рис.3) установленных на поршне отвечающем за открывание клапана, в следствии чего рабочая жидкость вместо открывания данных клапанов перетекает через них в канал Т связанный с гидравлическим баком.
Причиной может являться неисправный гидравлический распределитель препятствующий прохождению потока в заданном направлении.
Наиболее часто встречающейся причиной является всё-же неисправность элемента отвечающего за раскрытие пресса находящегося в блоке клапанов, элемент КУ(рис.2) или КО (рис.3), определяется это визуально, если в момент раскрытия пресса давление на манометре ЭКМ сбросилось, а гидравлический цилиндр находится в верхнем положен (не опускается) это означает то что он заперт давлением оставшимся в цилиндре быстрого хода, за сброс с которого отвечает данный клапан вместе с гидравлическим распределителем посредствам которого рабочая жидкость возвращается в гидробак.
После нажатия на кнопку пуск пресса 250-600 включается электродвигатель но движения цилиндра вверх не происходит.
Возможной неисправностью является обрыв провода управления катушкой соленоида, выход из строя катушки соленоида, заклинивание золотника распределителя .
Пресс долго переключается на набор высокого давления, при этом слышен характерный шипящий звук.
Неправильная настройка клапана КД 1 (рис.2) или КД (рис.3), или выработка на штоке клапана и сопрягаемом отверстии.
Повреждение манжеты
Настройка скорости движения вверх цилиндра пресса 250-600-4Э (смывание плит)
Настройка скорости перемещения осуществляется клапаном КД 1 (рис.2) или КД (рис.3), давление настройки клапана должно быть больше давления необходимого для подъема веса главного гидравлического цилиндра, если давление настройки будем ниже необходимого то рабочая жидкость вместо цилиндра быстрого хода будет подаваться в полость цилиндра быстрого хода и полость главного цилиндра, следствием этого будет очень медленное движение цилиндра вверх, давление настройки раскрытия данного клапана 90-100 бар.
Наружные течи по гидравлическому цилиндру пресса 250-600
Наружные утечки по гидравлическому цилиндру возможны по нескольким причинам, главной из них является повреждение манжеты главного цилиндра, при появлении утечек масла замените манжету, прежде чем менять проведите визуальный осмотр, т.е. определите место течи- это важно !!! Если течь происходит по внутренней стороне манжеты сопрягаемой с движущейся частью цилиндра данную течь устранит замена манжеты, если течь по торцевому соединению прижимного кольца т.е. с боку корпуса цилиндра то при замене манжеты необходимо очистить от загрязнения наружную сторону посадочного места манжеты и произвести осмотр на наличие механических повреждений , при наличии из необходимо устранить.
После замены манжеты главного цилиндра течь не устраняется или возобновляется через короткое время эксплуатации
- Замените установленную манжету на качественную (смените поставщика или производителя манжет)
- При замене устанавливайте манжеты только проверенных производителей, так-же возможно установление манжеты данного размера из полиуретана (из практики служат более долгое время по отношению к резиновым)
- Если течь масла по штоку гидравлического цилиндра возобновилась через короткое время эксплуатации проведите следующие работы:
— Извлеките все прессформы из окон пресса, переведите рабочий режим пресса из режима автомат в ручной и начните смыкание пресса с нагревательными плитами практически до самого верха оставив при этом не сомкнутое пространство примерно 50-70 мм, отключите движение вверх, гидравлический цилиндр при этом остановится и опускаться не будет т.к. находится в запертом состоянии.
При помощи любого подручного инструмента попытайтесь подвигать шток из стороны в сторону за основную плиту верней части штока, замеряйте свободный ход в разные стороны по завершению опустите шток в исходное состояние.
Демонтируйте манжету и осмотрите её внутреннюю часть на наличие повреждений, особенно уделяя внимание стороне в которую был максимальный свободный ход, наличие повреждений свидетельствует о необходимости замены бронзовой втулки расположенной в полости главного цилиндра.
Из практики небольшой люфт в несколько мм, в верхней точке и отсутствие повреждений говорит о том что замены втулки не требуется, если манжета повреждена, то как правило это выглядит так что большинство ремонтных служб полагают что манжета исправна. Для справки- в основном повреждается не рабочая часть манжеты. При наличии повреждений замените манжету.
Существует ещё ряд возможных неисправностей которые являются совокупностью разных причин, определяются на основании диагностики работы пресса 250-600
Что характерно
По статистике обращений с заявками на ремонт гидравлического привода данного пресса, есть определенная закономерность, большинство прессов были введены в эксплуатацию более 20 лет назад, в следствии чего гидравлическая система имеет выработку по всем элементам, часто неисправности являются комплексными, большинство наших заказчиков уже многократно проводили самостоятельные ремонты, с устранением неисправности на короткий срок, притирка клапанов и т.д., хотелось бы обратить внимание на то что притираемые клапана изначально термически обработаны. Термическая обработка при изготовлении данных элементов носит не объемный, а поверхностный характер, притирая данные клапана вы удаляете верхний термически обработанный слой высвобождая в сопряжение посадочного места клапана сталь без термически обработанного слоя. Результат такого восстановления либо кратковременный либо отсутствует с самого начала, попытки изготовления отдельно штока клапана дорогостоящие и малоэффективные в следствии того что ответной рабочей частью клапана является корпус, который за многие годы эксплуатации приработался под геометрические размеры с элементами износа старого штока клапана.
Резюме: Если уж менять то клапан в сборе.
Так-же вам возможно будет полезна следующая информация, где инженер нашей компании описывает функционал пресса после проведенной модернизации пресса 250-600-4Э:
Описание функционала (нажать ссылку для просмотра) - https://youtu.be/89HemYkSp2k
Сталкиваясь в процессе работ с выходом из строя главных гидравлических блоков пресса 250-600-4Э аналогов которым не существует наша компания при проведении модернизаций использует данные блоки собственного производства, при выходе из строя гидравлических элементов пресса 250-600-4Э их можно приобрести в нашей компании.
Блоки клапанов (нажать ссылку для просмотра)
http://mirgidravliki.ru/shop/klapan-napolneniya-pressa-250-600-4/
http://mirgidravliki.ru/shop/blok-klapanov-pressa-250-600-4e/
Варианты модернизаций пресса 250-600 (нажать ссылку для просмотра)
http://mirgidravliki.ru/shop/category/gidravlika-pressa-250-600-4e/
Так-же в нашей компании вы можете приобрести иные комплектующие для ремонта пресса 250-600-4Э
- Клапан разности
- Насосы гидравлические ( Н401У, 50НС6,3, Бг12-42)
- Клапан предохранительный
- фильтр
- Манометры
- Гидрораспределитель для пресса 250-600
- Шкаф электроавтоматики на базе ПЛК с программой работы пресса, на выбор предоставляется 3 вида возможного управления (управлением с панели ПЛК, отдельное управление с лицевой части пресса, или отдельное управление с лицевой части пресса с панели тачскрин)
-
ЗИП
В нашей компании вы можете купить комплект уплотнений, манжета главного цилиндра 1-340×320-2а, манжета цилиндра быстрого хода 1-78×63-2а, манжета поршня клапана наполнения 1-60×50-2a , манжета поршня блока клапанов 1-40×30-2a, кольцо уплотнительное торца цилиндра быстрого хода 145-150-30-2-3, кольца уплотнительные для монтажа гидрораспределителя 013-016-19 и иные уплотнения гидравлического оборудования.
Если вы хотите провести модернизацию пресса 250-600-4Э силами нашей организации, по вопросам сотрудничества обращайтесь по контактным телефонам Инженерно проектного центра Мир Гидравлики+7 (4852) 33-82-08, +7 (910) 973-82-08или на e-mail:1@mirgidravliki.ru
Пример проведенной модернизации.
Ссылки для просмотра видео (нажать ссылку для просмотра)
Перед модернизацией - https://youtu.be/h9qFbx3rO4A
После модернизации часть 1 - https://youtu.be/3sPx7gsh0uA
После модернизации часть 2 - https://youtu.be/XjjJLUB-62g
Описание функционала - https://youtu.be/89HemYkSp2k
Так же существует ещё похожая модификация пресса выпускавшаяся под названием пресс PHG 60-212, отличительной особенностью данного пресса является цельный гидравлический цилиндр и индивидуальная гидростанция, на базе комплектующих ORSTA, но об этом в другой раз.
Рис.1 Гидравлический цилиндр пресса 250-600-4Э сборочный чертеж (для увеличения нажать на фото )
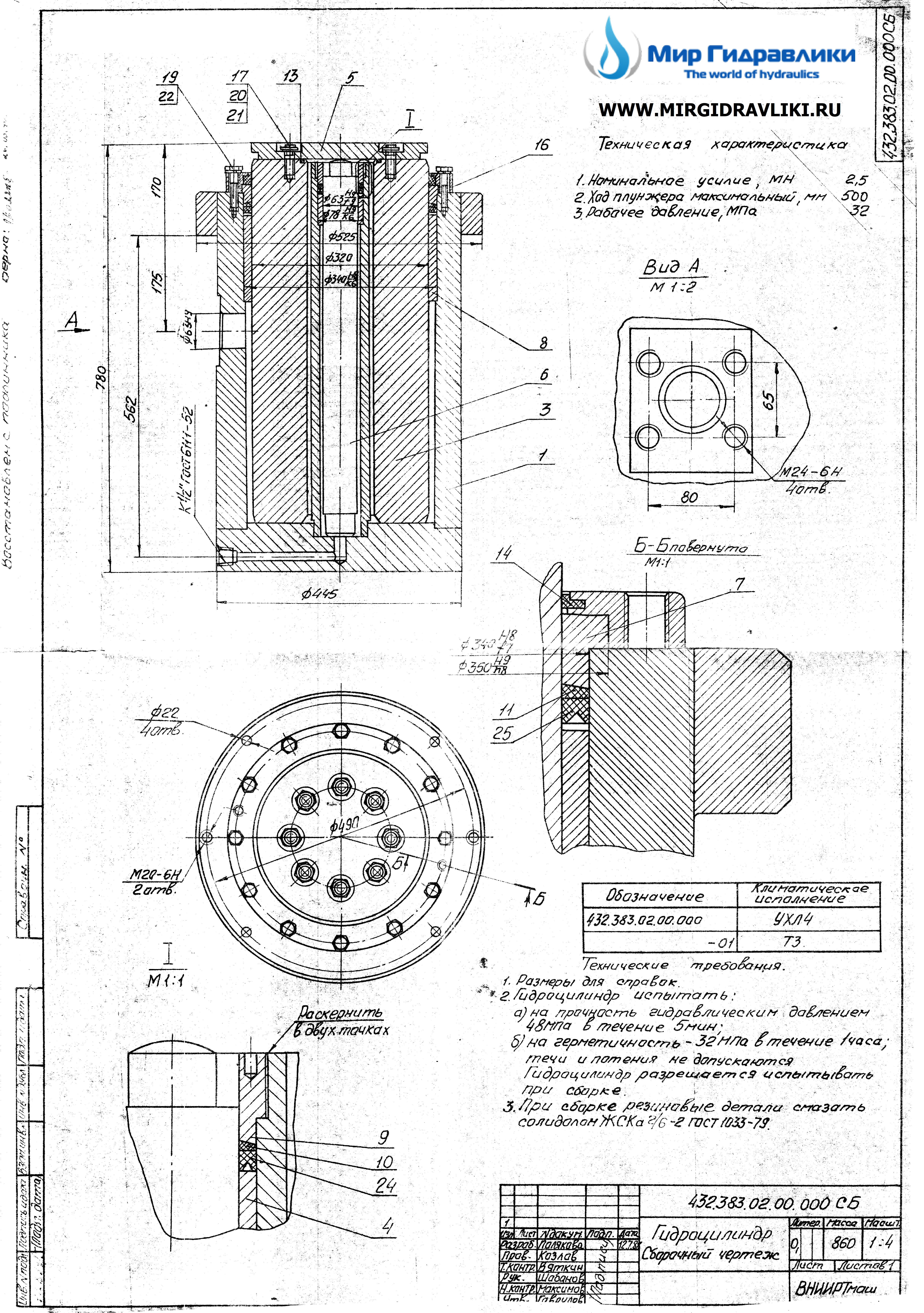
Рис.2 Схема гидравлическая пресса 250-600-4э с насосом 50НР6,3 (для увеличения нажать на фото )
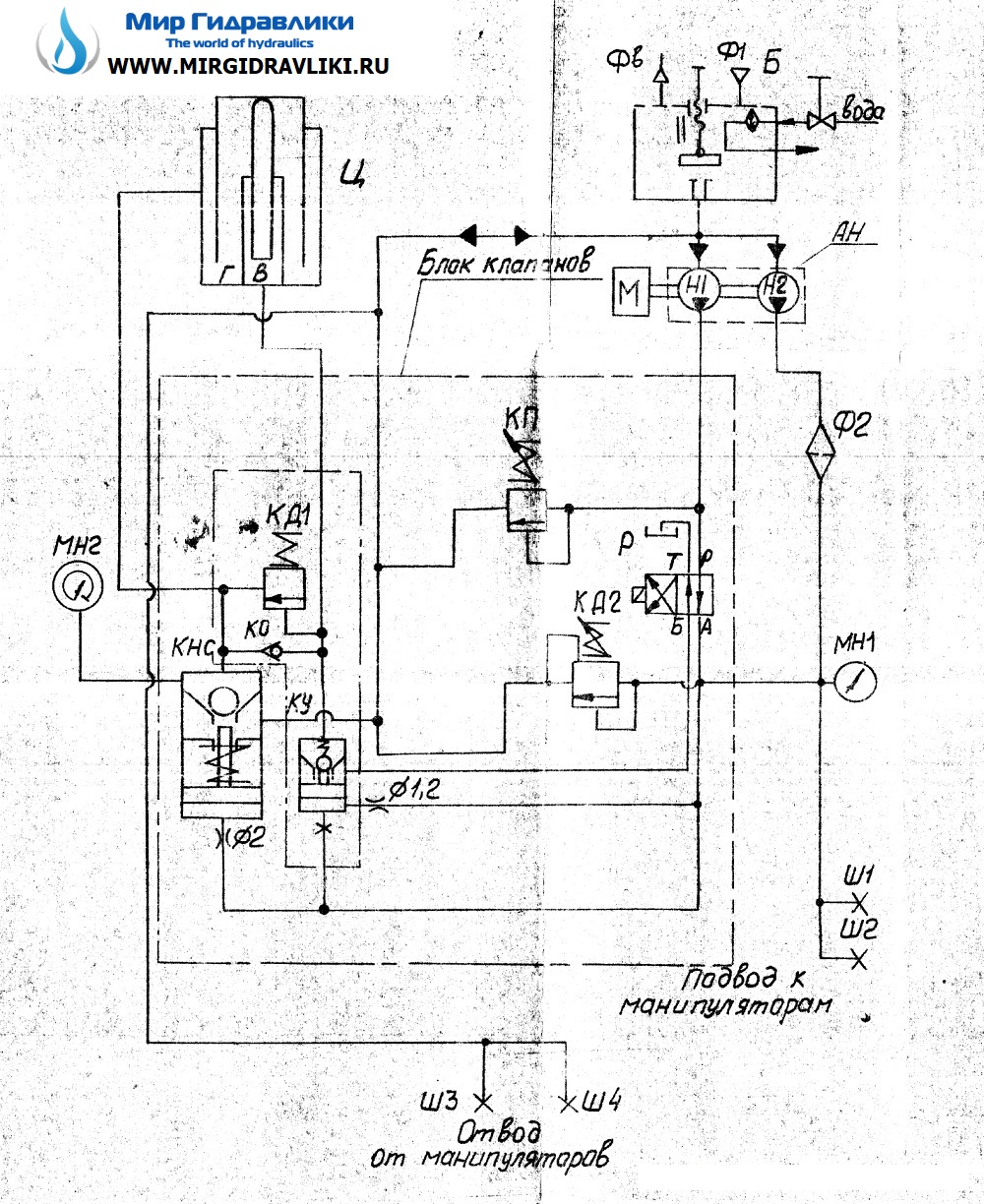
Рис.3 Схема гидравлическая пресса 250-600-4э с насосом Н401У (для увеличения нажать на фото )
С уважением Инженерный центр «Мир Гидравлики»
Страница в разработке
